De nos jours, les conduites en cuivre sont souvent installées dans les réseaux de chauffage, ainsi que dans les conduites d'alimentation en eau et en gaz des bâtiments résidentiels. De plus, ces produits sont largement utilisés dans les systèmes de climatisation et les appareils de congélation de divers types.
Des techniques de brasage spéciales ont été développées pour recevoir le raccord de tuyau permanent, ce qui est réalisé en introduisant un matériau fondu spécial (brasure) dans la zone de contact. Dans ce cas, la qualité requise de la connexion n'est atteinte que dans le cas où le point de fusion de la brasure est inférieur au point de fusion des éléments de tuyau à assembler.
Nous notons tout de suite que pour souder des tuyaux en cuivre de vos propres mains, vous devrez être particulièrement prudent et avoir une certaine préparation.
Avantages des structures en cuivre brasé
 Cuivre pour brasage
Cuivre pour brasage
La popularité croissante des systèmes assemblés basé sur des tuyaux en cuivre, s’explique facilement par la présence de qualités intéressantes telles que:
- fiabilité, durabilité et résistance
- facilité de traitement du matériau source
- à des pressions et des températures élevées.
De plus, grâce à l'utilisation de telles technologies, il est possible d'économiser sur les matériaux composant (raccords, adaptateurs, etc.), ce qui réduit considérablement le coût total du travail effectué.
Méthodes et outils de brasage
 Procédé de brasage
Procédé de brasage
Il est possible de souder des tubes en cuivre Dans l’un des régimes de température suivants:
- Le brasage à haute température (la température de la masse fondue est d’environ 600 à 900 degrés) est utilisé pour les pipelines soumis à de fortes charges.
- Mode basse température, pratiqué habituellement dans la vie quotidienne (la température dans la zone de soudure peut atteindre 450 degrés).
 Coupe-tubes
Coupe-tubes
L'outil suivant doit être utilisé pour obtenir un raccord fiable des tubes pendant le processus de brasage:
- Coupe-tube, avec lequel vous pouvez obtenir une coupe lisse (perpendiculaire à l'axe de la billette de tuyau).
- Dispositif spécial utilisé pour le chanfreinage et l'ébavurage.
- Un détendeur de tuyau qui permet de préparer le joint à la soudure (la profondeur à laquelle le tuyau est traité avec son aide doit être égale au diamètre de la pièce).
- Brûleur à gaz acétylène-oxygène utilisé pour le brasage des tuyaux en cuivre.
 Utilisation de l'expandeur pour les tubes
Utilisation de l'expandeur pour les tubes
Profondeur d'usinage du tube à l'aide de l'élargisseur, doit être égal au diamètre de la pièce.
 expandeur de tube électrohydraulique
expandeur de tube électrohydraulique
En outre, un module spécial peut être utilisé pour travailler avec une brasure à bas point de fusion séchoir thermique qui chauffe la soudure à la température désirée.
L’utilisation d’un pistolet thermique permet d’ajuster facilement la température dans la zone de soudure et de maintenir la température souhaitée. À l'aide des buses remplaçables fournies avec l'appareil, vous pouvez diriger un flux d'air chauffé vers le point souhaité.
Matériaux utilisés pour le brasage
 Tuyaux en cuivre de différents diamètres
Tuyaux en cuivre de différents diamètres
Avant Pour souder des tuyaux en cuivre, vous devez être familiarisé avec les matériaux qui agissent comme des soudures. Selon leur nature réfractaire, ils sont divisés en matériaux durs et mous.
Soudures
 Soudure au cuivre-phosphore
Soudure au cuivre-phosphore
Les soldats de plus grande réfractarité sont généralement fabriqués sous la forme de joncs d’un certain profil. L'utilisation de soudures de ce type est possible lors du chauffage de la zone de brasage à 900 degrés, ce qui permet d'obtenir une connexion très fiable. Les soldats de cette classe sont souvent utilisés pour l'installation de conduites d'alimentation en eau et en gaz, ainsi que pour la réparation d'équipements de congélation et de systèmes de climatisation.
Les représentants les plus connus de ces soudures sont les mélanges auto-fondants à base de cuivre-phosphore contenant divers additifs (Cu94 P6 et Cu92 P6 Ag2). De petits additifs (environ 6%) de phosphore ou d'argent peuvent réduire le point de fusion de la brasure à 750 degrés. Le coefficient de dilatation de ce matériau coïncide avec le même indicateur pour le cuivre, ce qui contribue à la formation d'une connexion solide et fiable.
 Brasage du cuivre
Brasage du cuivre
Les soi-disant braseries "molles" sont fabriquées sous la forme de fils minces ordinaires et servent pour le soudage à basse température de tubes en cuivre produits à la maison. En règle générale, ces soudures sont fabriquées à partir de matériaux connus tels que l'étain, le plomb (ou leurs alliages).
Flux

Pour faciliter le soudage des tuyaux en cuivre, des composés spéciaux liquides ou pâteux (flux) sont utilisés, dont le succès dépend du bon choix activités en général.
Ces compositions sont également divisées en basse température (jusqu’à 450 degrés) et en température élevée, utilisées à des températures supérieures à 450 degrés.
Ils aident:
- à nettoyer le lieu de soudure des oxydes;
- pour le protéger de l'oxygène contenu dans l'air ambiant;
- pour créer les conditions favorables à un traitement lisse l'étalement de la composition de brasage;
- améliorant l'adhésion du métal à la brasure.
 Soudure avec un fer à souder électrique
Soudure avec un fer à souder électrique
Lors du soudage, il est nécessaire de veiller soigneusement à ce que La brasure chauffée à la température requise est répartie uniformément sur les surfaces des ébauches articulées, formant ainsi une articulation fiable. Après le refroidissement final du site de soudure, enlevez tout excès de flux.
Chercher
Articles Liés
Gazebos en bois faites-le vous-même: caractéristiques de construction
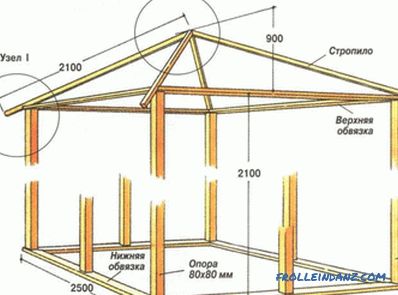
Tôt ou tard, mais la construction de votre maison se termine. Ensuite, vous devez penser aux bâtiments qui seront nécessaires dans la cour. Vous aurez peut-être besoin d’une salle de bain, d’un gar...
Quel revêtement est mieux acrylique, métal ou vinyle

Le revêtement est un revêtement mural pour mur-rideau. Ce sont des lentilles longitudinales plates et profilées, qui sont cousues sur le sous-système de cadre fixé au mur de base. Lorsque vous chois...
Polycarbonate cellulaire - détails techniques détaillés
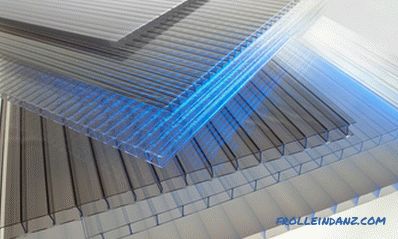
Les matériaux polymères sont largement utilisés dans la construction de bâtiments et de structures à des fins diverses. Le polycarbonate cellulaire est un panneau à deux ou trois couches avec des ra...
Armoire coulissante bricolage photo, dessins

En mettant à jour votre garde-robe à chaque saison, vous remarquerez soudain qu'il n'y a tout simplement rien où mettre de nouvelles choses. Lancer des vêtements de bonne qualité, mais acheté la sai...
Comment choisir une scie circulaire pour la maison - recommandations
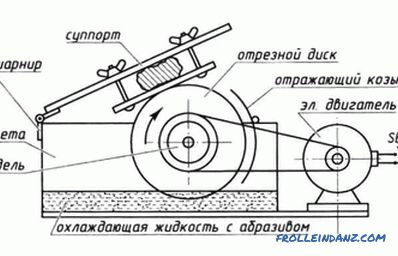
Les scies circulaires sont apparues il y a plus de 200 ans. Les gens avaient besoin d'une voiture capable de faire le travail difficile en quelques minutes et d'abattre des arbres. Ce fut une autre...